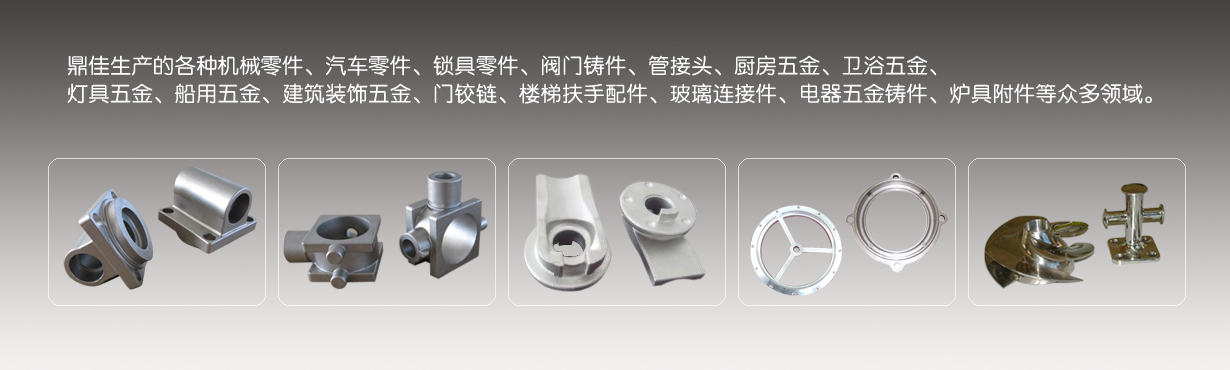
£µų▌Č”╝čŠ½├▄ÖC(j©®)ąĄėąŽ▐╣½╦ŠŻ©įŁŪÓ┐hČ”╝čŠ½├▄ĶTįņėąŽ▐╣½╦ŠŻ®ęį?x©▓n)?y©Łu)┘|(zh©¼)Ą─ĪŠŠ½├▄ĶTįņ╝■Ī┐Š½š\(ch©”ng)×ķ─·Ę■äš(w©┤)Ż¼£µų▌Š½├▄ĶTįņš\(ch©”ng)īŹ(sh©¬)╩žą┼Ż¼Ų┌┤²ų°─·Ą─║Žū„ŻĪ

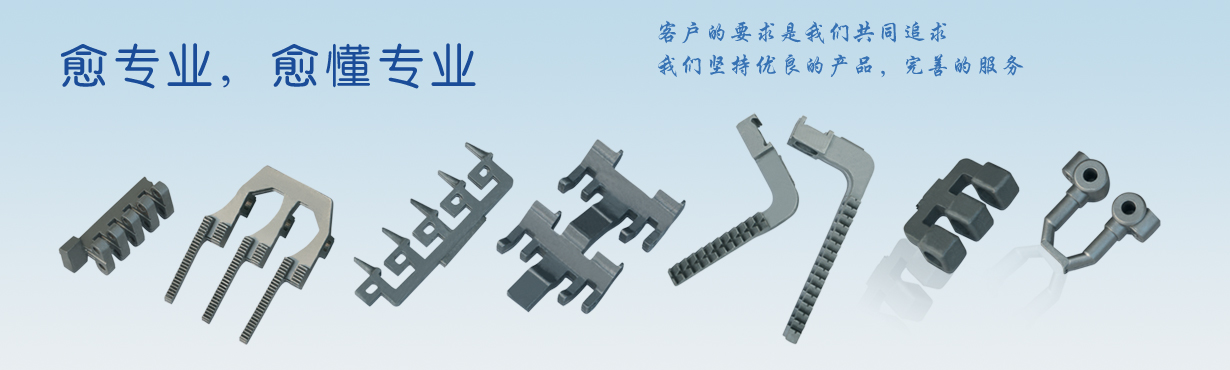
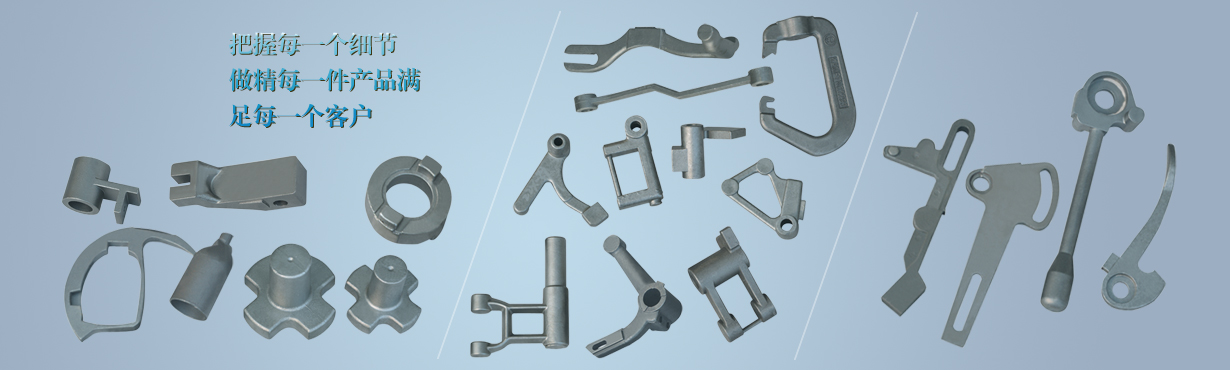
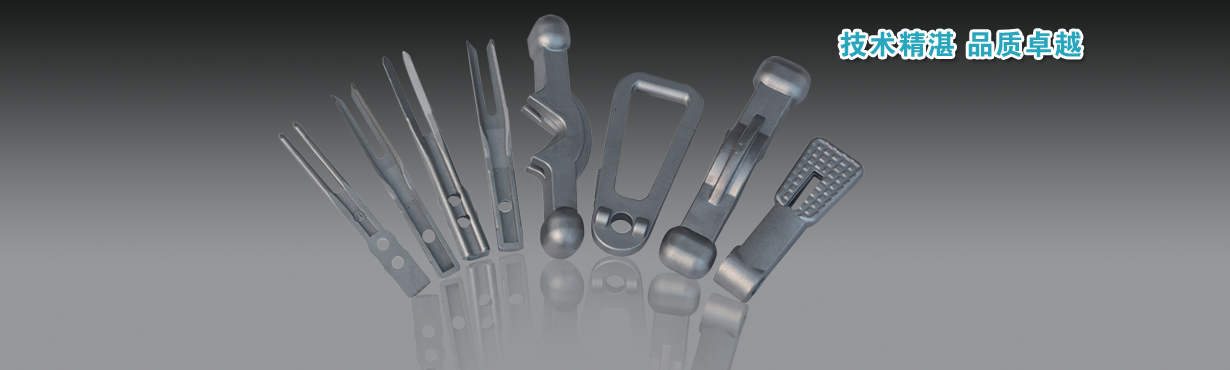
╣Ķ╚▄─zŠ½├▄ĶTįņ,Š½├▄ĶT╝■,╠╝õōĶT╝■,▓╗õPõōĶT╝■--£µų▌Č”╝čłį(ji©Īn)│ųĘĆ(w©¦n)Č©Ą─«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐Ż¼ŃĪ╩ž«a(ch©Żn)ŲĘĄ─▒Ē└’╚ńę╗Ż¼ė├ą─ū÷║├├┐ę╗╝■╩┬ĪŻ╚█─ŻĶTįņĪóŽ×?z©Īi)ŻĶTįņĪóĶTõōĪóØ▓ĶTĪó╩¦Ž×ĶTįņŲĘ┘|(zh©¼)ėą▒ŻūCĪŻ