���ݶ��Ѿ��ܙC(j��)е����˾
�����T�쾫�țQ����(j��ng)��(j��)Ч��
��ͣ��� ����r(sh��)�g��2014-6-18
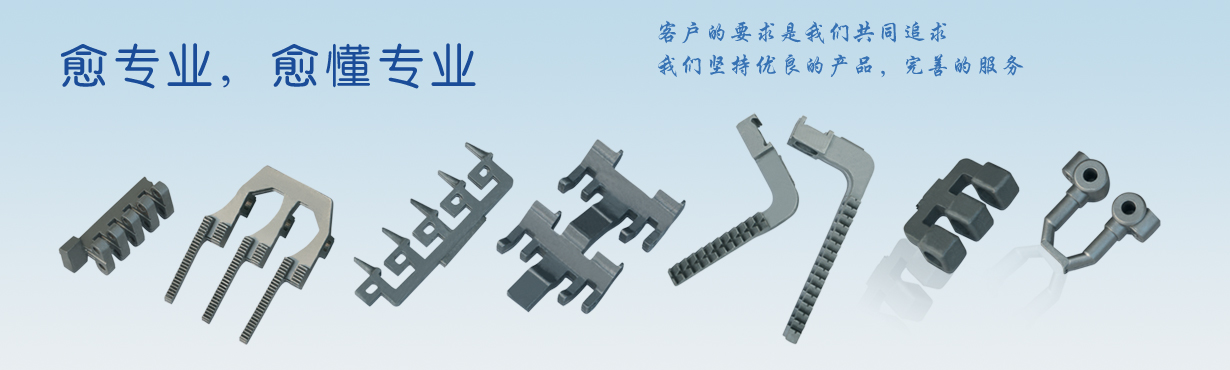
�a(ch��n)Ʒ�DƬ��H_imgg
�F(xi��n)�������T�����a(ch��n)�ӹ��l����څ���������Ј�(ch��ng)��(j��ng)��(zh��ng)����˼��g(sh��)�ˆT�����_��������(y��u)���Ӕ������l(f��)���������˵Ą�(chu��ng)��������������(sh��)ǧ�ҷ��^�S����S�ᑪ(y��ng)�\(y��n)�������̶ȵĸ��M(j��n)�����������������_�l(f��)����������֪�R(sh��)�a(ch��n)��(qu��n)��������g(sh��)����ͻ�����M(j��n)�����®a(ch��n)Ʒ������
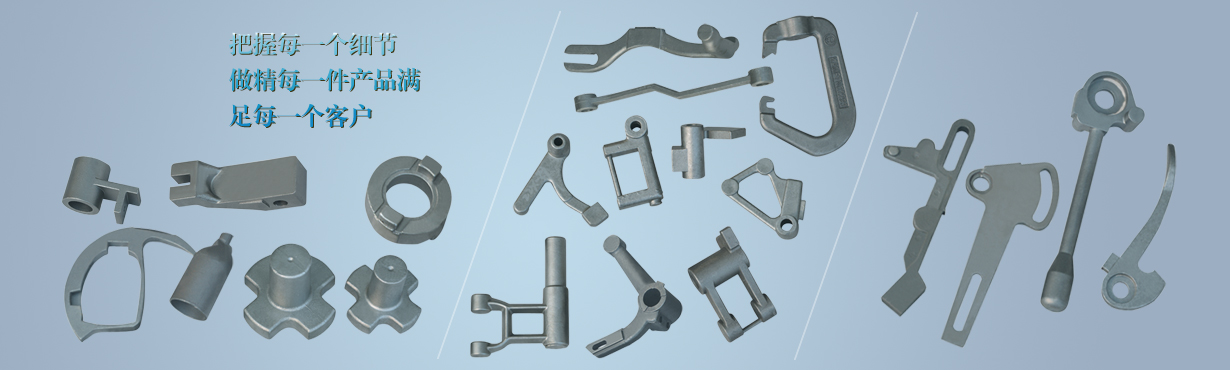
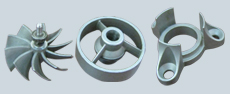
��ģ�����T����ˇ��ָ��Ϟ����ģ�ͣ����������һ��ճ�����ͻ������������ӟ�ʹϞ�ۻ���������Ķ��õ����ͻ�����γɵĿ՚��������ٌ������ۻ������՚�����������s���ͻ��������õ�����ģ����������@�N�ӹ����ٵĹ�ˇ�ͽо����T�죬Ҳ�Q����ģ�T���ʧϞ�T�����
һ����v����(du��)������������Ͳ��P��T������T�F�������Ø�֬��Ӳɰ���������T䓼�������ˮ����ɰ�́����a(ch��n)�����ԫ@�óߴ羫�_��������❍���T���������ɱ��^������
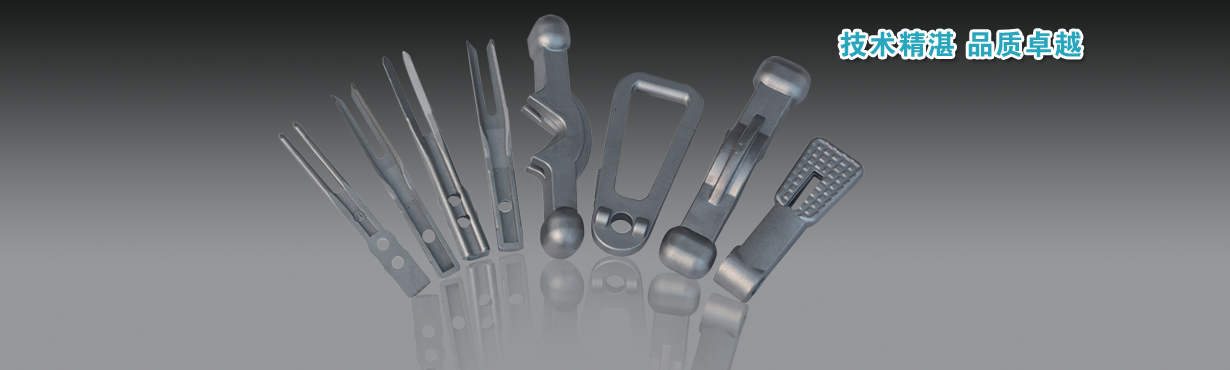
������(d��ng)Ȼ������ɰ���T�����a(ch��n)���T�����ȡ�����❍������������|(zh��)���ܶȺͽ���M������C(j��)е���ܵȷ��������^����Ԯ�(d��ng)�T�����@Щ����Ҫ����ߕr(sh��)������(y��ng)ԓ���������T�췽�����������ģ(ʧϞ)�T�졢���T�������͉��T��ȵȡ�
����ɰ���T����������������a(ch��n)�Ĺ��S��(y��ng)��(chu��ng)��l�����ü��g(sh��)���M(j��n)������������о�����������ʽ�����ʽ������ʽ���͙C(j��)���a(ch��n)�����a(ch��n)�ʲ����������˄ڄ�(d��ng)��(qi��ng)�ȴ�������������������m��(y��ng)�������a(ch��n)��Ҫ���������(y��ng)���Ը������������(du��)��С���T���������Բ���ˮƽ���ͻ�ֱ���͵ğo��߉����͙C(j��)���a(ch��n)������(sh��)���������a(ch��n)Ч���ָ�������ռ����eҲ��;��(du��)���м����x�ø��N����߉����͙C(j��)���a(ch��n)������_���;����������m��(y��ng)���١��߾����������a(ch��n)����Ҫ��������о�������x�ã���о�����������о���������о�ȸ�Ч��о��������
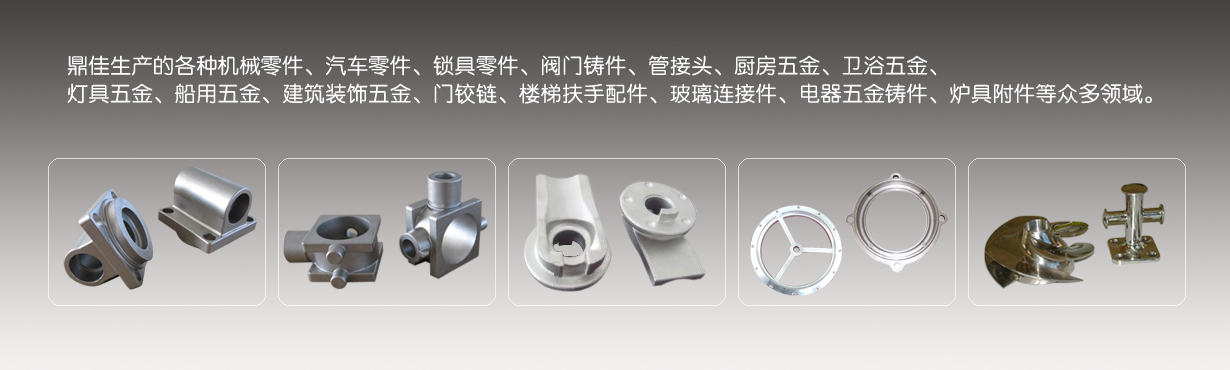
���N�����T�췽�����@�õ��T�����Ȳ�ͬ���������Ͷ�Y�����a(ch��n)��Ҳ��һ��������K�Ľ�(j��ng)��(j��)Ч��Ҳ�в������������Ҫ�����ࡢ������������ʡ������͑�(y��ng)��(d��ng)�������(g��)�������������(y��ng)��(du��)���x�õ��T�췽���M(j��n)�г����ijɱ�����������Դ_����(j��ng)��(j��)Ч������ܱ��C�T��Ҫ����T�췽����
| ��������www.656671.com�� |

���ݶ��Ѿ��ܙC(j��)е����˾��Ҫ�a(ch��n)Ʒ�У������T����������p���T�����������侫���T�����r(n��ng)�ÙC(j��)е�����T������������C(j��)е�����T��������C(j��)��T���������i���T�������P��T��������������z�����T�����̼��T�����p�x�C(j��)�T�������������T�������������T�������F����T�������������T���������Ҿ�����T������������T���Ⱦ����T���������x�Ç�(gu��)�H�����M(j��n)�Ĺ����z�T�칤ˇ�����N�T�����ܶȸ������Ʒ�|(zh��)���������