���ݶ��Ѿ��ܙC(j��)е����˾
�D�������T��D���N��c��ˇ
��ͣ��� ����r(sh��)�g��2014-4-28
�a(ch��n)Ʒ�DƬ��H_imgg
�����T���еĔD����ˇ��ָ������ë������D��ģ��ģǻ��(n��i)������ڏ�(qi��ng)��ĉ�����һ�����ٶȗl���£���ʹ����?g��u)�ģǻ�ДD�������Ķ��@�������Π��������ߴ��Լ�����һ�����W(xu��)���ܵĔD�������@Ȼ�������D���ӹ��r(sh��)��ģ�߁�(l��i)���ƽ��ٵ�����(d��ng)����������w�e�Ĵ����D(zhu��n)�Ɓ�(l��i)�����������
�D���N��ǰ�ë���ĜضȲ�ͬ��ģ�1.��D�������Ҝ���(du��)ë���M(j��n)�ДD�������2.��?c��i)D������ë���ӟᵽ�����ٽY(ji��)���ض���ij��(g��)�m�ϵĜضȷ�����(n��i)�M(j��n)�ДD���������׃�Ό�(sh��)�|(zh��)�c��D��������ͬ������������D��׃�ε��@�����c(di��n)���3.��D������ë���ӟᵽһ���呜ضȷ�����(n��i)�M(j��n)�ДD����
�D�������T���Č�(sh��)�|(zh��)�nj�(du��)���������T����ǻ�е�Һ�B(t��i)����ʩ���^��ęC(j��)е��������ʹ���������Y(ji��)�����̶��@�����ë����һ�N��ˇ�������@�N��ˇ����Ҳ���Q�顰Һ�B(t��i)����ģ呡�������Һ�B(t��i)����?z��ng)_������������Һ�B(t��i)������족�����_�^�����Y(ji��)������������(gu��)�H���T�W(xu��)��(hu��)�y(t��ng)һ�����顰Squeezecasting�������������(j��)�g�⣬��(gu��)��(n��i)�y(t��ng)�Q��D���T�������
�����D�������T��Ĺ�ˇ��ʽ�ж�N�����������͕r(sh��)Һ�w�����������Ժ͔D��������r�������ɷ֞������Ӊ���ֱ�ӛ_�^�D�������g�ӛ_�^�D��(�ַ��ϔD�����D��)�����������D���T����Ҫ�m�����Π(ji��n)�εĺ���T�����T�V;ֱ�ӔD�����m���ڱ��^��������Π��^��(f��)�s���T��;�g�ӔD�����m���ڮa(ch��n)���^���Π��^��(f��)�s���T���������
�������T�ͺ��͵ķ�ʽ�D�������T��֞��T�ʹ�ֱ���͔D���T�취���T�����D(zhu��n)���͔D���T�취�����
��������www.656671.com���Y(ji��)����

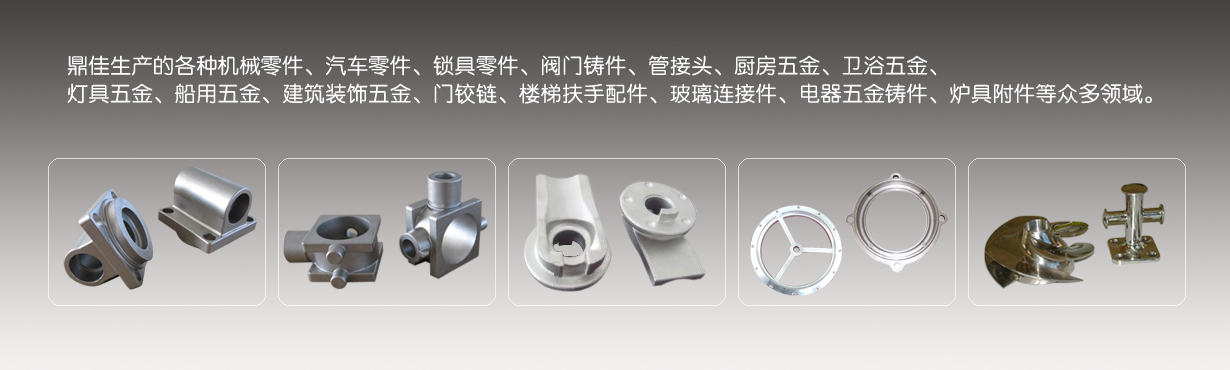
���ݶ��Ѿ��ܙC(j��)е����˾��Ҫ�a(ch��n)Ʒ�У������T���������p���T�������侫���T���������r(n��ng)�ÙC(j��)е�����T���������C(j��)е�����T�������������C(j��)��T�������i���T��������P��T���������z�����T�������̼��T��������p�x�C(j��)�T����������T�������������T�������F����T���������������T��������Ҿ�����T������������T���Ⱦ����T��������x�Ç�(gu��)�H�����M(j��n)�Ĺ����z�T�칤ˇ������N�T�����ܶȸ������Ʒ�|(zh��)�������